Been making a mould for a lifeline fire extinguisher.
This post will show the whole mould making.
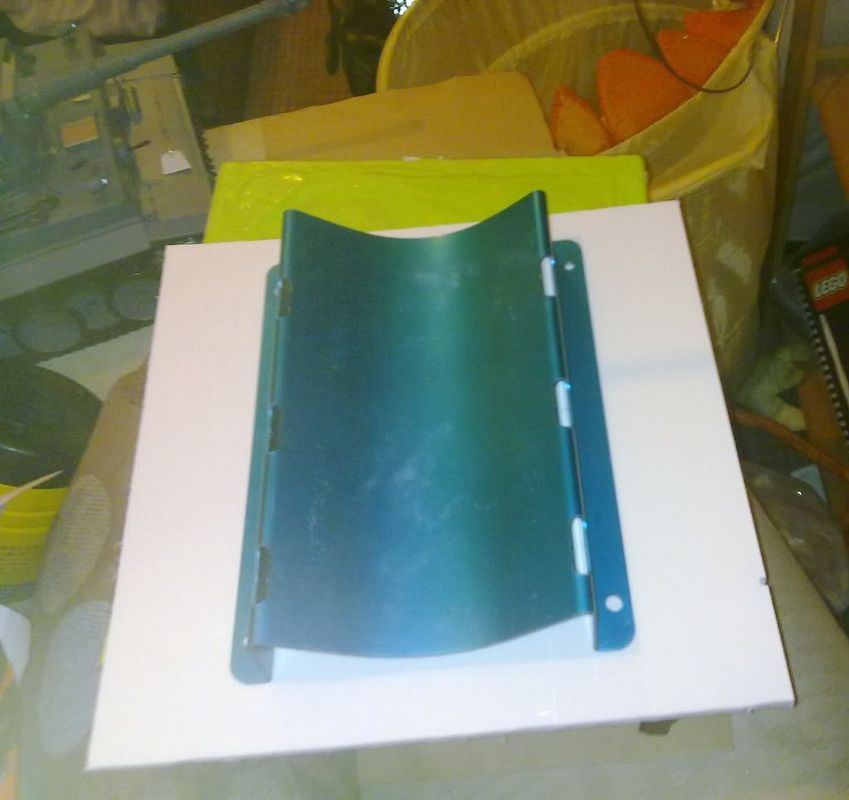
Ok first of all this is the part i am making:
Needs to be cleaned up, polished and tidied a little. The holes and ends need filling so it can take a mould.
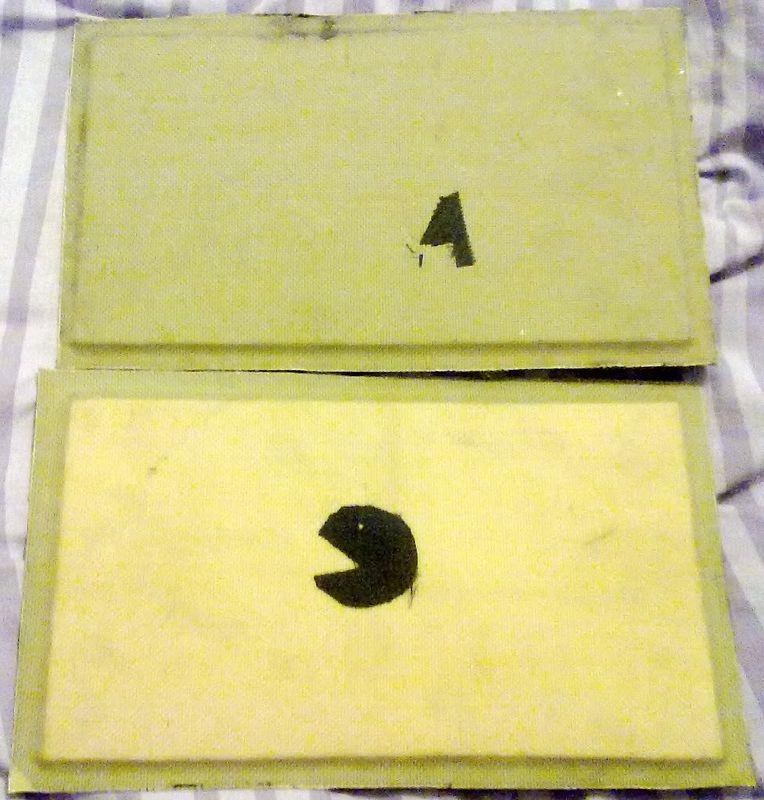
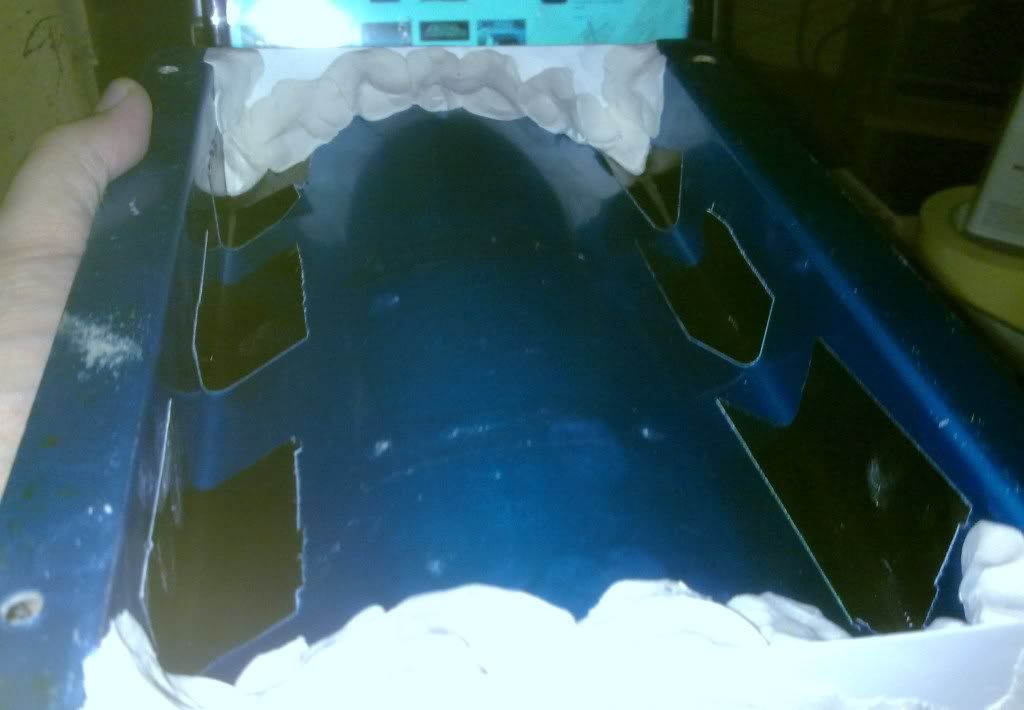
First of all i began by making the end plates out of plasticard. They are held in place with plasticine to support them and fill the gaps.
Ive gone quite chunky with the supports, and also taped over the strap holes so they can be filled from the other side later.
Made a baseboard out of card covered in the cheapest brown packing tape i can find. Resin doesnt stick to the tape you see!!
Then mounted the mount to the board with double sided tape. Then proceeded to use moulding wax to seal around the edge between the base board and part so that resin doesnt seep under and create a mechanical lock when it comes to demoulding.
also filled in the mounting hole with wax too. There will be a slight impression on the carbon so new ones can be drilled. Did the same with the slots for the extinguisher metal straps:
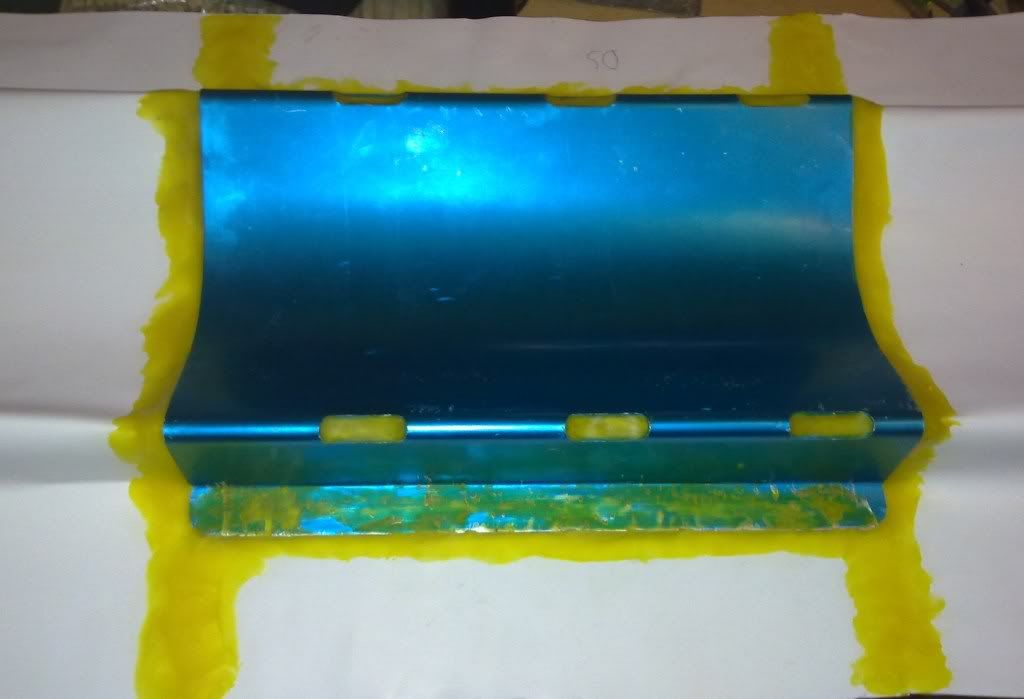
Finished the wax all the way round and filled all the holes.
Just need to add approx 8 layers of mould release agent then its time to consider making the mould!!
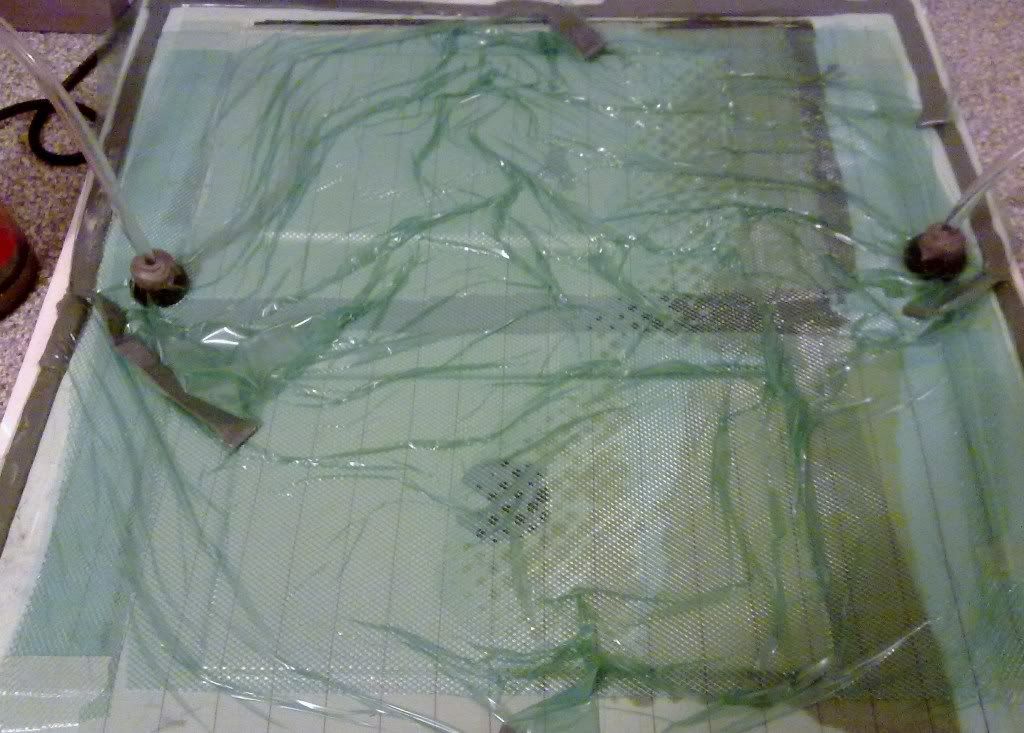
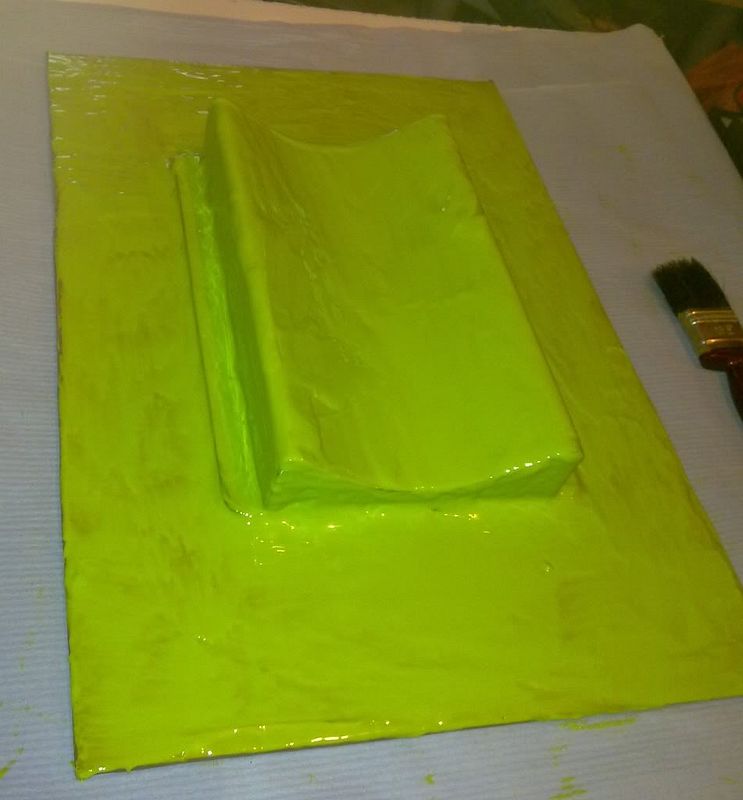
First i had to paint the waxed "plug" with tooling gelcoat:
Left it until just beginning to set then added another layer, which was left until tacky. Thicker the better as it means you can sand things and tweak the mould if needs be without risking breaking through to the reinforcement underneath.
Then used some carbon offcuts for the tight corners and to add some strenth:
Then started layering on the fiberglass until i got to layer 4 where i added coremat to thicken up the mould. Coremat will stiffen the mould massively yet weighs much less than an equivilent thickness of fibreglass.
then another 3 layers of fibreglass and its time to leave it to set:
let the mould cure 24hours.
First thing to do is remove the baseboard. It prises off dead easy showing the release agent works well.
Next you need to prise out some of the wax and plasticine flanges with a flat blade:
Once the flange is off you can see underneath:
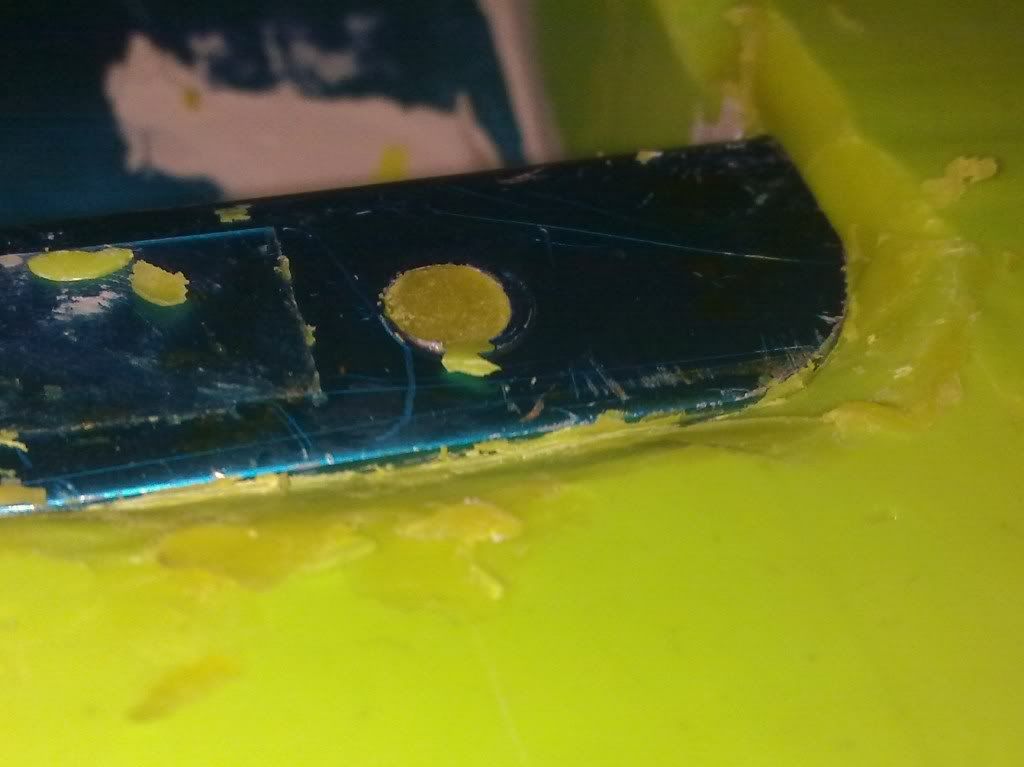
Then you need to dig out the wax around the edge of the part so you can get under the part to release it from the mould:
It was really tightly in the mould due to the vertical edges so a few taps with a rubber mallet was needed to get it moving, then using a pry bar on the edges to wiggle the part out of the mould. Luckily when making the carbon parts it will be much easier as the carbon will flex a little bit easier than the aluminium.
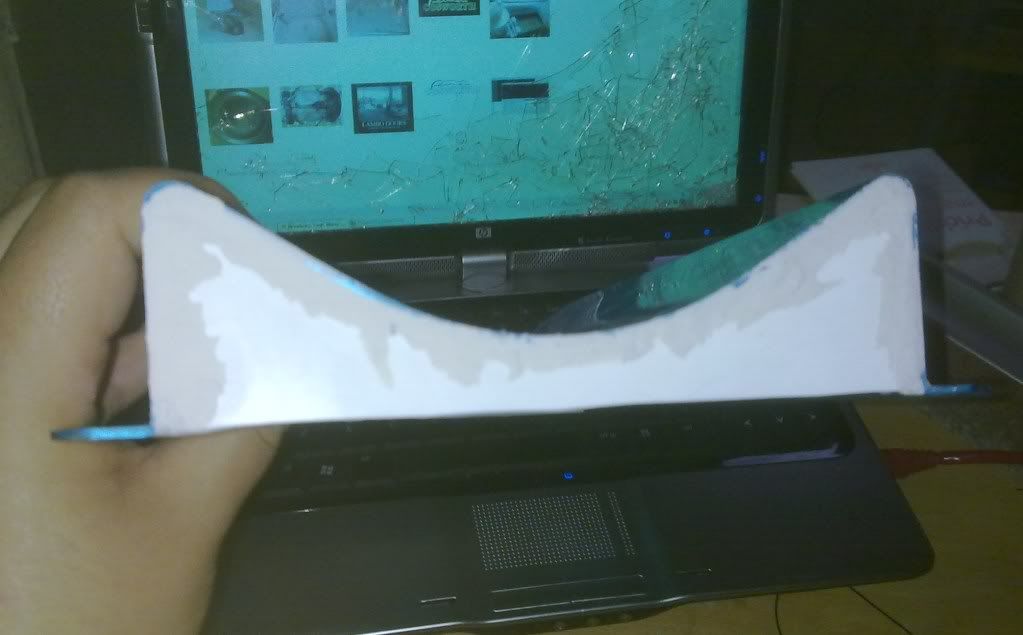
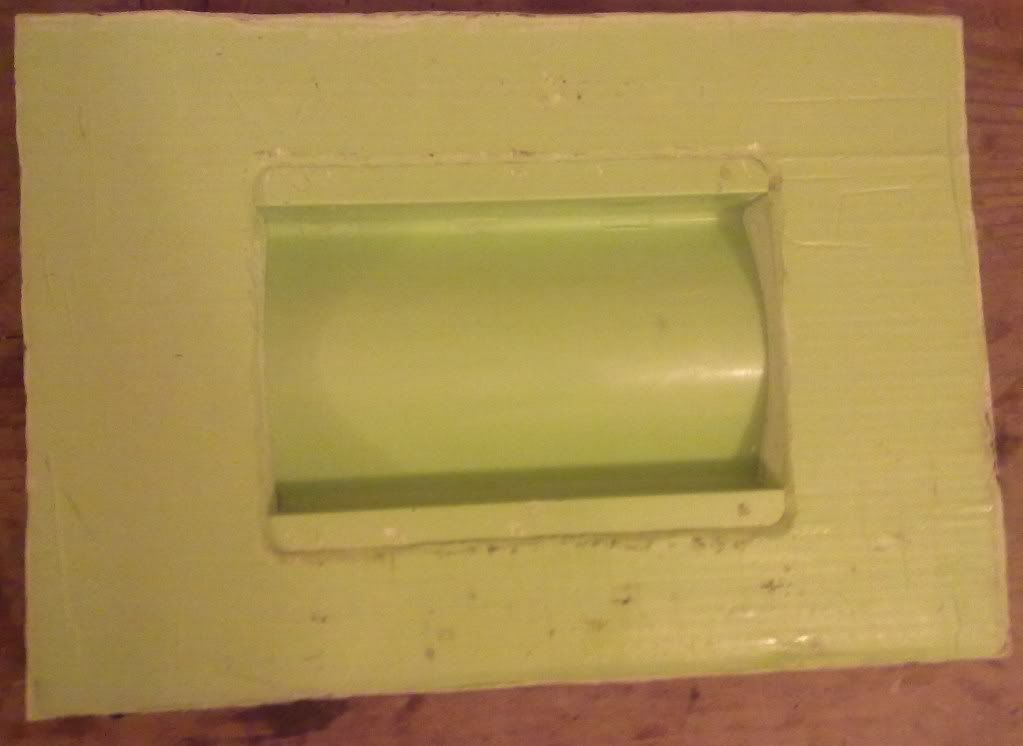
Part out the mould you can see the copied shape easily:
On looking closer, the surface is in good condition so will only need a few prising scratches sanded out:
all that needs to be done now is trim the edges of the mould, sand some of the flange edges on the mould to make part release easier next time, and a bit of polishing, then its ready for making a carbon part!!
 k:
k: